产品展示
最新新闻
联系方式
| 山东驰铭射线防护材料有限公司 | |
| 联系人: | 张经理 |
| 手 机: | 13370969033 |
| 电 话: | 0635-8884940 8884941 |
| 传 真: | 0635-8886783 |
| 邮 箱: | 397934017@qq.com |
| Q Q: | |
| 地 址: | 聊城市开发区工业园 |
详情
医用铅板的焊接方法及注意事项
医用铅板的焊接方法及注意事项
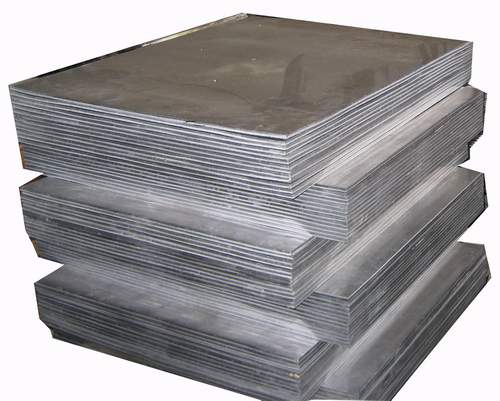
我公司专业生产铅板价格,铅板,医用铅板,铅门,防辐射铅门,铅玻璃,硫酸钡,射线防护门,医用防护门,防辐射铅板,硫酸钡砂,铅管,铅棒等产品,有意向者欢迎前来选购!!! 很多人在使用铅板的时候,觉得采购的铅板尺寸无法完全满足使用要求,医用铅板这就需把铅板进行焊接。铅与铅焊接,往往会产生气孔等缺陷,质量不易保证。我们采用松香作焊剂,原铅条做焊条。用小号焊枪,调整氧-乙炔焰进行焊接,这样能够保证铅板的质量。铅的焊接方法有两种。
其中目前使用较普遍的焊接方法是热熔法.先做一模具把需要焊接的铅体摆放置好,使用气焊熔化补料就可以焊接好的,需要控制温度不可以过高.电流密度和原来母材没有多大差别.同时需要注意提前清除焊缝杂物,避免在焊接时将杂物焊接进去.
另外一种方法就是用氩弧焊设备,调整好电流,备好铅焊料,把所要焊的铅板摆放好就可以。
焊接铅板时需要注意一下几项:
一、铅的熔点很低,为327℃,热导率也仅为铁的43%,因此焊接时要选用温度低、能率小的热源.常用的热源是氢氧焰和氧乙焰.
二、铅熔化后,熔池表面极易生成一层熔点高达1525℃的氧化铅薄膜,妨碍金属彼此熔合,在焊缝中形成夹渣和边缘未焊透.
三、铅的密度较大,密度为11.34g/cm3,熔点低,流动性很高,因此横焊及仰焊时很困难,若掌握不好,会使熔化大量坠流.
四、铅的沸点低,只有1619℃.焊接时,蒸发的铅与空气中的氧化合,生成有毒的氧化物.因此,施焊过程中要防止铅中毒.铅门
五、铅具有很高的变形能力,焊后焊件内不会产生显着的焊接应力及应力所导致的裂纹和变形.
山东晨潇射线防护工程有限公司产品供应铅板,铅板厂家直销,铅板价格,医院防辐射铅板,X光室射线防护铅板,CT室铅板厂家专业生产铅板厂家
上一个:防护门窗医用铅板的生产要求
下一个:放射源医院防辐射铅板的安全要求