产品展示
最新新闻
联系方式
| 山东驰铭射线防护材料有限公司 | |
| 联系人: | 张经理 |
| 手 机: | 13370969033 |
| 电 话: | 0635-8884940 8884941 |
| 传 真: | 0635-8886783 |
| 邮 箱: | 397934017@qq.com |
| Q Q: | |
| 地 址: | 聊城市开发区工业园 |
详情
铅板立焊技术知识要点
作者:铅板厂家 来源: 日期:2022/7/25 15:20:45 人气: 标签:铅板立焊技术知识要点
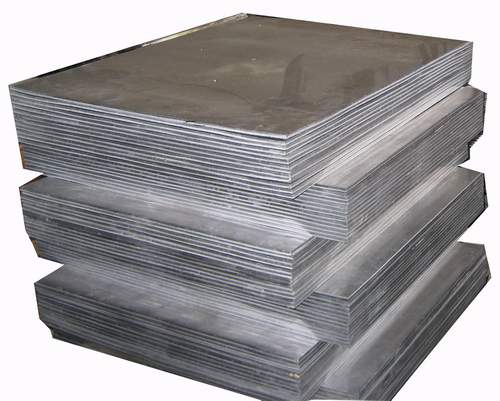
铅板具有很强的耐腐蚀性、耐酸碱性、酸性环境施工、医疗辐射防护、X射线和CT室辐射防护、加重、隔音等诸多方面。一般国内生产的铅板纯度在99.99%以上,是国标产品,密度11.34g/cm3。用1#电解铅轧制而成的防辐射铅板(又称:铅皮、防辐射板),含量高,防辐射效果好,厚度在1mm-100mm之间。是X射线和R射线必不可少的防护材料,规格齐全,也可根据用户需求量身定制。
铅板立焊技术知识要点
立板焊接可分为对接焊和搭接焊。一般对焊分两次完成,铅板下料边缘要光滑,这样第一次焊接时就不会加焊条。学习开始引线立焊时,焊接工艺可采用立焊时向上灭弧、跳焊的方法。火焰中心火焰可控制限制长度3mm,氢气压力0.2-0.25kg,密闭气体压力2kg。第二次焊接时,应加药皮焊条,药皮焊条应从焊缝左侧加入,药皮焊条应在母材刚熔化时加入。这时候左右手要配合好。
当焊条铅熔滴与母材熔池结合时,需要掌握铅表面张力强的特点,利用火焰使铅熔体过渡到焊缝的母材,从而形成焊缝。一般刚开始学习铅的立焊时不能用气焊,因为铅的熔点低,火焰不能长时间停留在熔池中,否则加热时间过长容易造成熔铅掉落。但在掌握了一定的基本功,控制了火焰之后,就可以实现像气焊一样的连续操作了。
引线的搭接立焊比对焊容易,第一次焊接完全不需要加焊条,而焊枪的火焰操作可以像气焊的立焊操作一样,需要在第二次焊接时加焊条以增强焊缝强度。
上一个:铅板安装的关键要求及施工方案要点
下一个:没有资料