产品展示
最新新闻
联系方式
| 山东驰铭射线防护材料有限公司 | |
| 联系人: | 张经理 |
| 手 机: | 13370969033 |
| 电 话: | 0635-8884940 8884941 |
| 传 真: | 0635-8886783 |
| 邮 箱: | 397934017@qq.com |
| Q Q: | |
| 地 址: | 聊城市开发区工业园 |
详情
一种铅板的热轧钢坯生产方法
作者:铅板厂家 来源: 日期:2022/10/12 17:26:07 人气: 标签:一种铅板的热轧钢坯生产方法
一种铅板的热轧钢坯生产方法
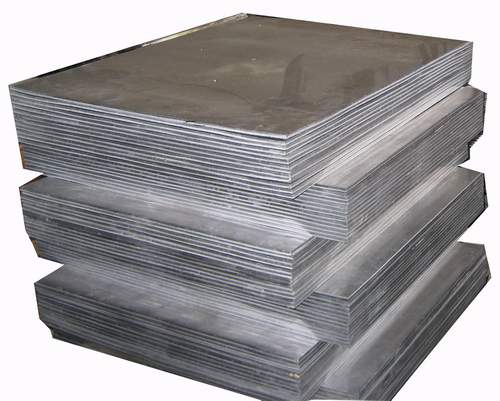
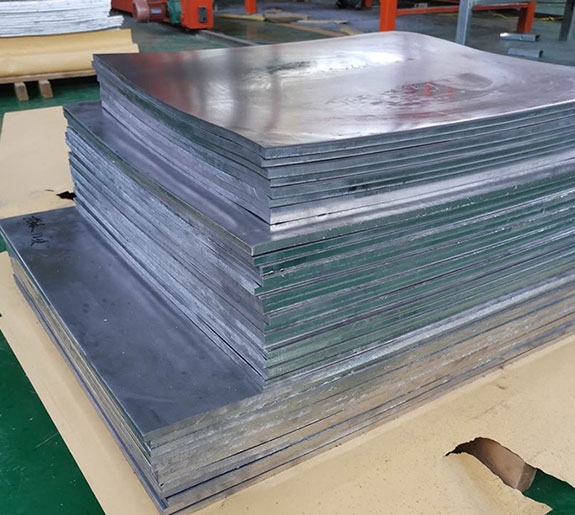
铅板热轧制坯是传统的铅板生产方法。铅板生产的基本工艺路线如下图所示。由于铅在室温下具有密排六方结构,加工参数的控制范围相对较小,加工难度较大。特别是对组织的要求高,要求铸坯组织均匀,晶粒细小。通常情况下,晶粒尺寸应控制在10um左右。是连轧生产的铅坯,是铅热轧开坯的现场照片。
一、薄防护铅板的生产工艺
以生产薄保护铅板为例,两种生产方案如表5所示。目前保护铅板的生产采用-方案。与第一种方案相比,第二种方案具有以下特点:高产节能;良好的表面质量;增加板坯酸洗面积,从而增加金属损失和酸耗。
第二,加热铅坯
一般来说,铅板的加热温度比钢锭低30--60℃。主要原因是:随着铅坯的细化,轧制性能越来越好;铅坯较薄,加热过程容易;防止局部过热和着火;随着加热温度的升高,金属损失增加。
粗轧前铅板加热温度应取合金轧制温度范围的上限。金属出料的温度应严格控制。由于粗轧时板坯温度下降快,轧制温度过低,轧制性能会显著降低。在中轧和精轧过程中,加热铅板的主要目的是使金属回复和再结晶,以改善其塑性。板坯加热时间主要取决于加热温度、板坯厚度、炉料量和使用的加热炉类型。
当加热时间从4h延长到24h时,铅坯的加热时间对产品的力学性能影响不大。σ会减少-20mpa,δ会增加2%左右。铅板加热温度虽低,但长期加热后铅板氧化也严重。铅合金在450°C加热5小时,氧化层可达0.5 mm,因此铅板长期加热不仅增加金属损耗和浪费电能,还会导致金属晶粒长大,降低性能。普通铅板加热系统。
上一个:铅板的安装措施和方法
下一个:没有资料